
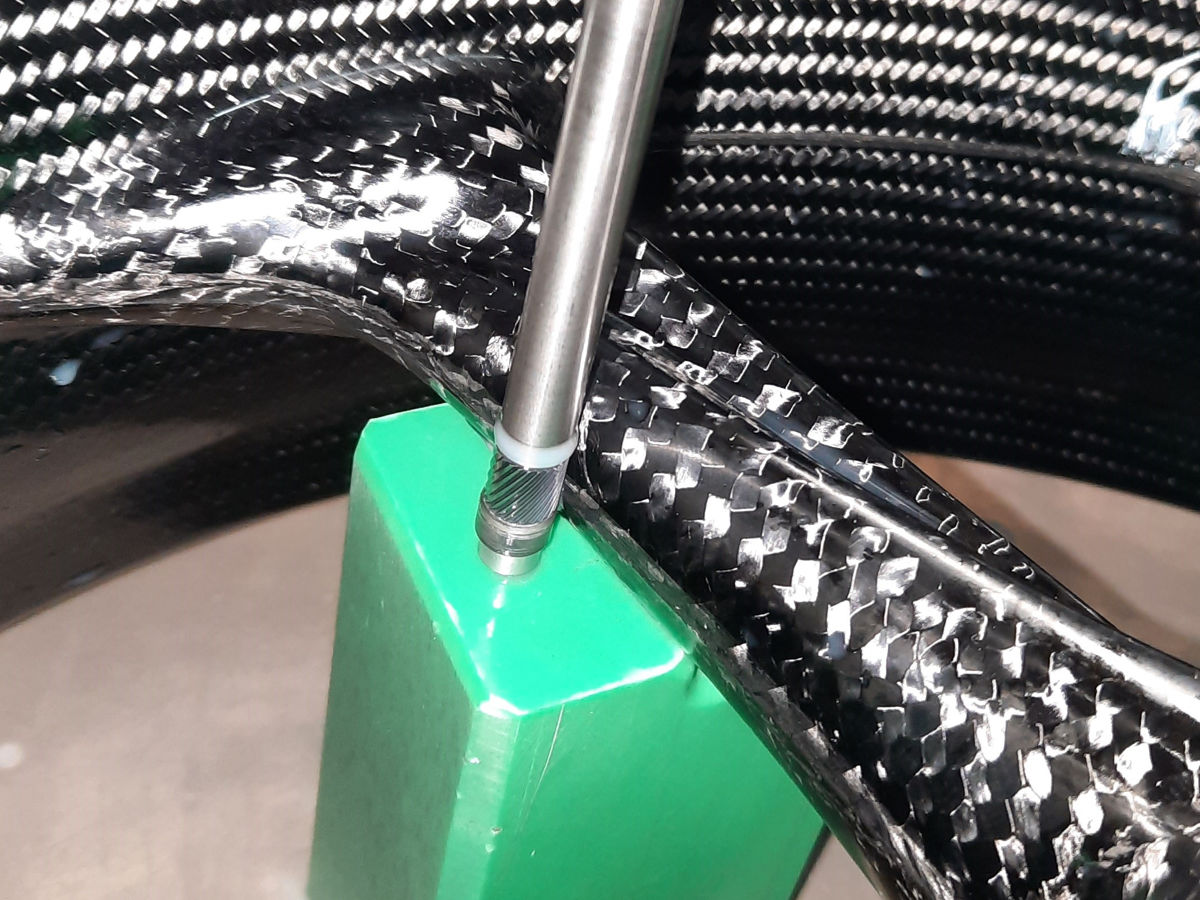
In most parts produced by pressing, a protruding burr is created during mould separation. Examples of this include fitting parts, housings, aluminium rims or motorbike rims made of carbon – the specific example used in the following case study. Selection of the optimum deburring process is determined by factors including the following: the thickness of the burr, the workpiece contour and the required deburring quality. But one question is pivotal: How can we automate the finishing of such parts?

Various challenges
This task is made up of several unknown components that solutions must be found for:
- No impairment of the rim shape: Above all, it is essential that the basic structure of the rim remain unmachined.
- Inaccurate positioning: Precise positioning is not possible due to the production process and the rim shape, which consists of different radii.
- Irregular thickness of the material protrusions: As a result of dependence on the flow behaviour, the thickness and position of the protruding material cannot be clearly defined in advance.
1st partial solution: Automatic compensation of position differences
To solve this rather complex task, it must be broken down: The first step is to find a solution through which to compensate for the respective dimensional and positional differences. Tools with laterally deflecting spindles are available on the market for this purpose, whereby these are usually primarily used for the automated deburring of parts with undefined edges.
2nd partial solution: Special milling cutter with integrated stop system
As previously described, during rework it is necessary to ensure that only the protruding material residues are removed. This means that the basic structure of the rim must remain fully intact and unaffected.
To ensure this is the case, special cutters with an integrated stop are used for reworking. Depending on the application and the available space, these consist of a guide roller or a ball bearing that rolls on the material edge. Used in combination with the deflecting tool spindle, this tool unit even automatically compensates for deviations from the workpiece contour for programming.
The upshot: Transition-free milling off of material residues and burrs, together with assurance that the part contour will not be milled into.
Costs are reduced, while quality is also improved
In production, the changeover to this tooling solution has had a positive effect in several respects: Whereas it was necessary in the past to pre-mill parts with additions first and then carefully rework them by hand, today the entire process is fully automated. The time and cost savings associated with this are also accompanied by an increase in process reliability.
Do you have any questions on the topic of “Milling off of protruding burrs on pressed parts“? Contact us.

Advice and customer service
Urs Schiltknecht
Owner / Technology & Development
Tel. +41 (0) 71 – 940 06 76
E-Mail: info@gravostar.com
Stay up to date
With the gravostar e-mail newsletter you will regularly learn everything about process-integrated part marking or automated deburring.