Are castings machined in your company and subsequently deburred manually?
The following report explains that deburring can also be automated very easily for small batches and even for individual parts.
Deburring as a special task
Since the introduction of CNC machines, it is now a matter of course that the finished workpieces are immediately deburred by machine – unless they are castings, workpieces with flame-cut edges or welded constructions. Why is that the case? What all these parts have in common is that the edges to be deburred are not always in exactly the same place. For this reason, their deburring is often still done manually. Just like in the last century – and this in the year 2022!

What we can learn from large-scale series production
In the production of parts for the automotive industry in particular, a solution to this problem was found a long time ago: the parts are deburred by a robot after machining. Special deburring tools with spring-mounted spindles were developed to compensate for dimensional deviations. In this way, human motor skills were simply transferred into a tool that can be used reliably and always without breaks.
Mountain bike analogy
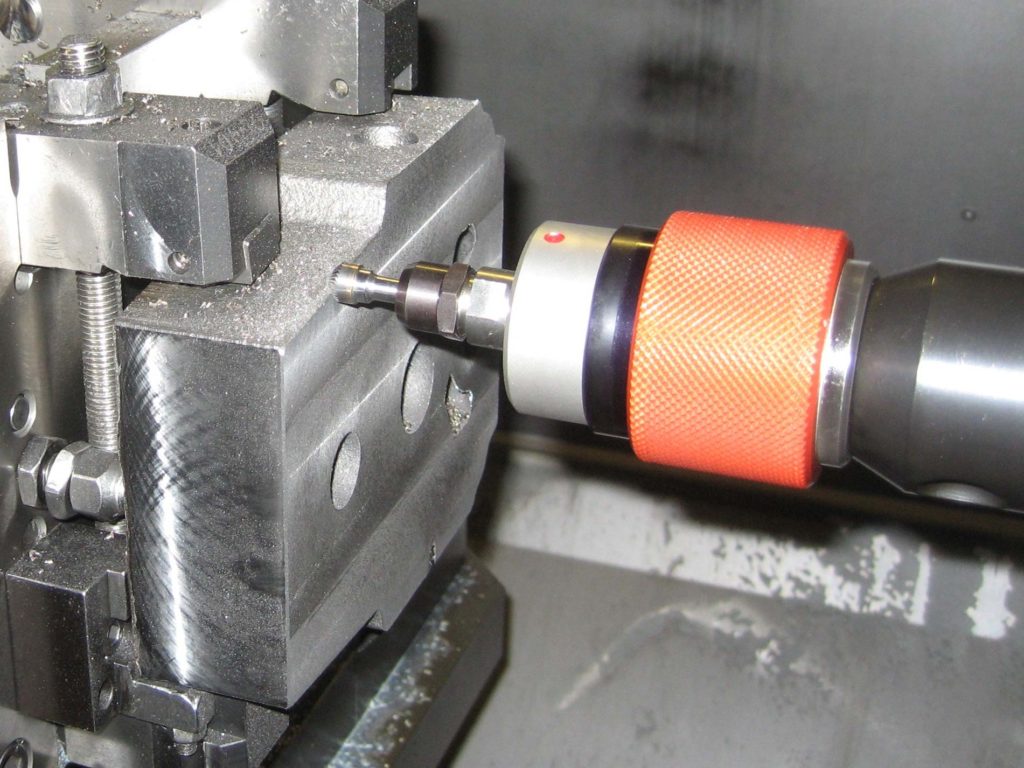
Many years ago, some crazy people had the idea of developing a bicycle that could be used off-road. They modified the tried and tested bicycle accordingly – and the mountain bike was born. In the same way, the deburring tools available on the market today for deburring castings on CNC machines were also developed a few years ago. The proven deflection principle was taken over from the robot tools, adapted and thus a compact tool was built for use in CNC machines.
Simple machine programming
Programming is extremely simple due to the “intelligent” tool spindle of the deburring contour: only the theoretical workpiece contour is programmed. Via radius compensation, the tool diameter is successively reduced until the tool spindle is pressed against the workpiece contour to be deburred at every point. This admittedly unconventional procedure may cause some machine operators some anxiety the first time. However, the competent manufacturers of corresponding tools offer their customers extensive documentation as well as personnel support through trained application technicians. Programming is extremely simple due to the “intelligent” tool spindle of the deburring contour: only the theoretical workpiece contour is programmed. Via radius compensation, the tool diameter is successively reduced until the tool spindle is pressed against the workpiece contour to be deburred at every point. This admittedly unconventional procedure may cause some machine operators some anxiety the first time. However, the competent manufacturers of corresponding tools offer their customers extensive documentation as well as personnel support through trained application technicians.
Immense advantages
With regard to increasing process reliability, reducing the workload of employees and increasing productivity, automated deburring is simply a “must” today in order to still be competitive tomorrow. Plus, this is not exclusively relevant to countries with relatively high labour costs.
Would you like to get a deeper insight into the topic? Here you will find more detailed information on the topic of processes and methods for parts deburring.
PS: Of course, the machining cycle is extended somewhat by the automated deburring. However, this is also the case when deburring “normal” edges – and this has long been established, as is well known.

Advice and customer service
Roland Zahner
Technical Support / Distribution
Tel. +41 (0) 71 940 06 76
E-Mail: info@gravostar.com
Stay up to date
With the gravostar e-mail newsletter you will regularly learn everything about process-integrated part marking or automated deburring.